







Należy przestrzegać minimalnych wymiarów i kątów, które są dopuszczalne dla danego materiału. Ostre kąty można wykonywać od rozwarcia 20°. Jeśli rozwarcie kąta jest mniejsze niż 20°, wierzchołek należy zakończyć mostkiem o długości co najmniej 25 mm.

Należy pamiętać, że frezowane litery, logotypy, otworowanie itp. są dozwolone tylko na płytach kompozytowych PREFABOND z rdzeniem FR. W płytach z rdzeniem A2 takie obróbki nie są dopuszczalne.

Wskazówka
Należy pamiętać, aby przy obróbce płyt kompozytowych zawsze używać odpowiednich środków ochrony indywidualnej.
Dostępne są następujące możliwości obróbki:
Kliknij wybrany sposób obróbki, aby przejść bezpośrednio do odpowiedniej instrukcji:
Aluminiowe płyty kompozytowe PREFABOND można obrabiać następującymi narzędziami: ręczną pilarką tarczową,
pilarką stołową lub pionową do płyt oraz tarczą do cięcia metalu. Tarcze diamentowe zapewniają z kolei dłuższą żywotność. Zawsze obrabiać płyty od strony spodniej, aby chronić lakierowaną część widoczną. Zdecydowanie zaleca się odsysanie wiórów.
Wskazówka
Należy się upewnić, że tarcza tnie z minimalnymi zadziorami podczas pracy. W przeciwnym razie należy sprawdzić (naostrzyć) lub wymienić tarczę.
Do mechanicznego mocowania płyt kompozytowych konieczne jest przygotowanie punktów stałych i przesuwnych. Otwory wykonać standardową wiertarką ręczną, wiertarką stołową, otwornicą lub wycinakiem.
Wszystkie wycięcia (np. wycięcia na lampy lub klamki drzwi) można łatwo wykonać za pomocą standardowej frezarki górnowrzecionowej lub wyrzynarki. W wykonaniu takich wycięć pomaga szablon prowadzący.
Wskazówka
Złożone wycięcia, takie jak litery, logotypy itp., mogą być wykonane fabrycznie przez PREFA na frezarce CNC. Kontur należy dostarczyć w pliku DWG lub DXF.
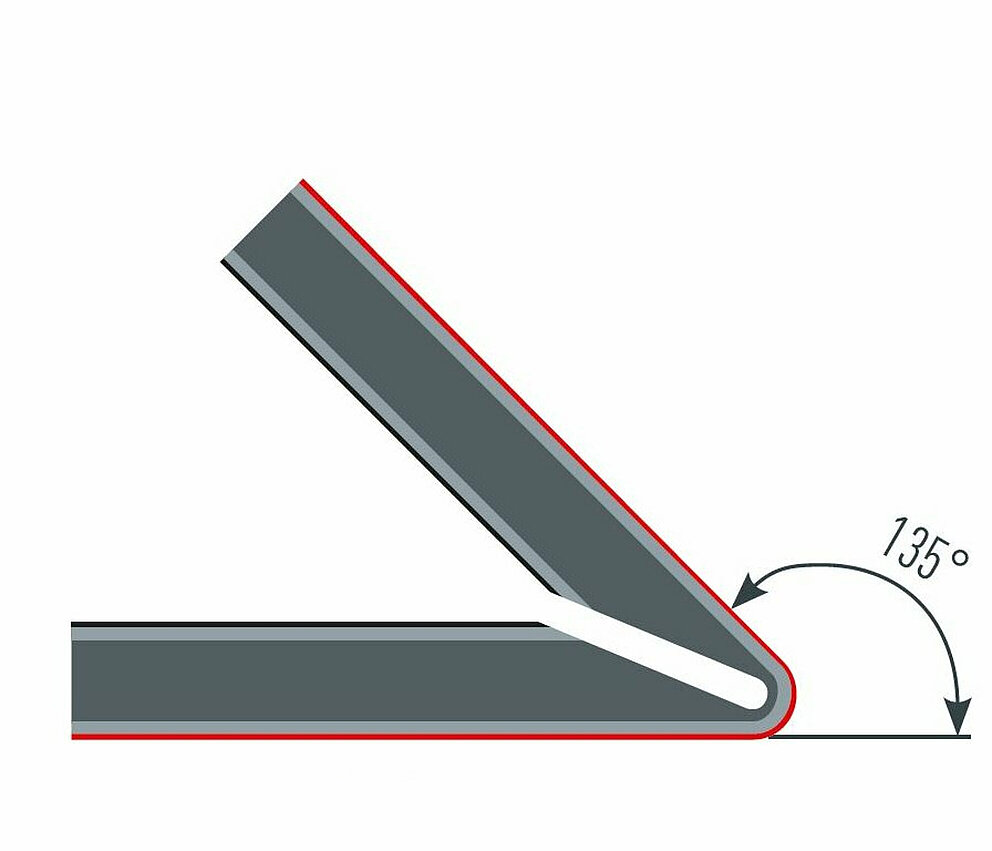
Otwory i narożniki mogą być wykonane w formie narożników wewnętrznych lub zewnętrznych przy użyciu techniki frezowania rowków typu V. W tym celu stosuje się frezy do rowków typu V o kącie rozwarcia 90° i 135°.

Temperatura materiału i otoczenia płyty kompozytowej PREFABOND z rdzeniem FR powinna wynosić co najmniej 5°C, a z rdzeniem A2 co najmniej 20°C podczas zaginania, aby uniknąć pęknięć na lakierowanej, części widocznej.
PREFA zaleca, aby szczególnie w przypadku płyt kompozytowych z rdzeniem A2 frezowanie rowka typu V wykonywać wyłącznie przy użyciu obrabiarki CNC, aby zapewnić poprawną głębokość frezu.
Jeśli gięcie jest wykonywane w niskich temperaturach (≤ 15°C), może dojść do zamglenia powłoki. Aby je usunąć, ogrzać płytę do min. 20°C.
Wymagany do zagięcia rowek typu V, niezależnie czy chodzi o narożnik wewnętrzny czy zewnętrzny, zawsze frezuje się po spodniej stronie płyty. Poprawne frezowanie rowków typu V musi być wykonane w taki sposób, aby zachować 0,5 mm blachy okładzinowej (lakierowana część widoczna) i kolejne 0,2 do 0,4 mm (rdzeń FR) lub 0,15 do 0,25 mm (rdzeń A2) dla rdzenia.
Zazwyczaj stosuje się frezy rowkujące o kącie rozwarcia 90° lub 135°.
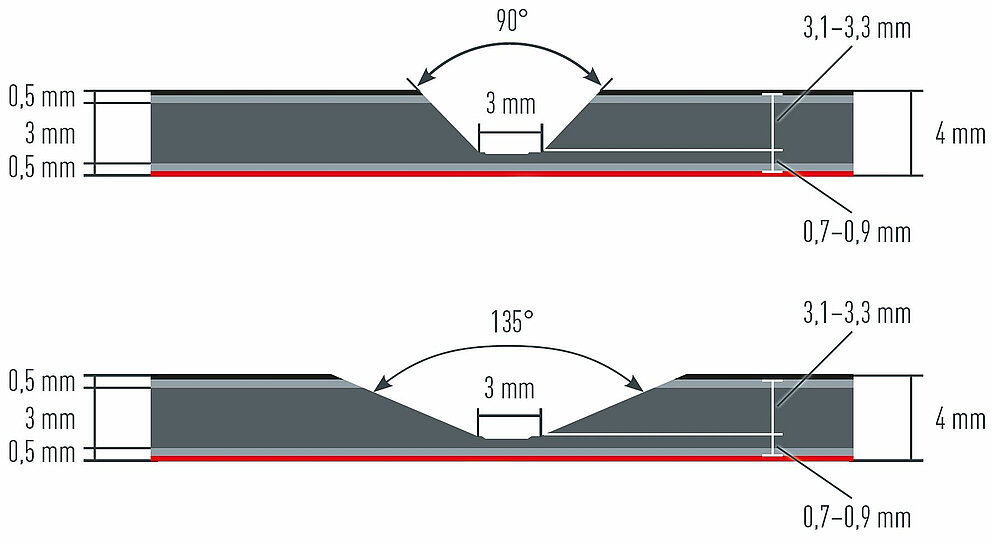
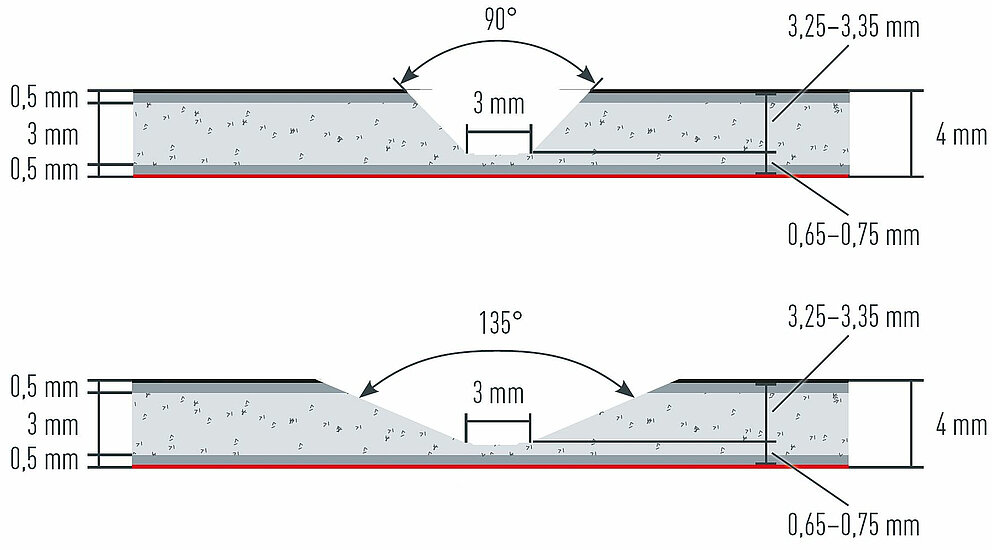
W przypadku częściowego lub całkowitego sfrezowania rowka typu V na zbyt dużej głębokości, nie będzie można uzyskać estetycznego zagięcia o stałym promieniu. Ponadto lakierowana blacha aluminiowa po stronie widocznej może pękać. Jeśli jednak rowek typu V nie zostanie wyfrezowany wystarczająco głęboko, zaginanie będzie bardzo utrudnione. Oś zagięcia rowka typu V zawsze znajduje się w środku spłaszczenia rowka frezowanego.


Należy pamiętać, że płyty kompozytowe lekko sprężynują po zagięciu. W praktyce oznacza to, że zagięcie należy wykonać nieco mocniej niż docelowo, aby po odbiciu uzyskać idealne wymiary. Najmniejsza możliwa długość boku zagięcia wynosi 20 mm.
Wskazówka
Przy wyznaczaniu poprawnego rozwinięcia płyty należy pamiętać, że w przypadku montażu na klej należy wziąć pod uwagę grubość systemu klejenia. W zależności od tego, czy chodzi o podwinięcie do zewnątrz, czy do wewnątrz, dodać lub odjąć tę grubość (zwykle: 3 mm) do lub od systemu klejenia określonego przez producenta kleju.

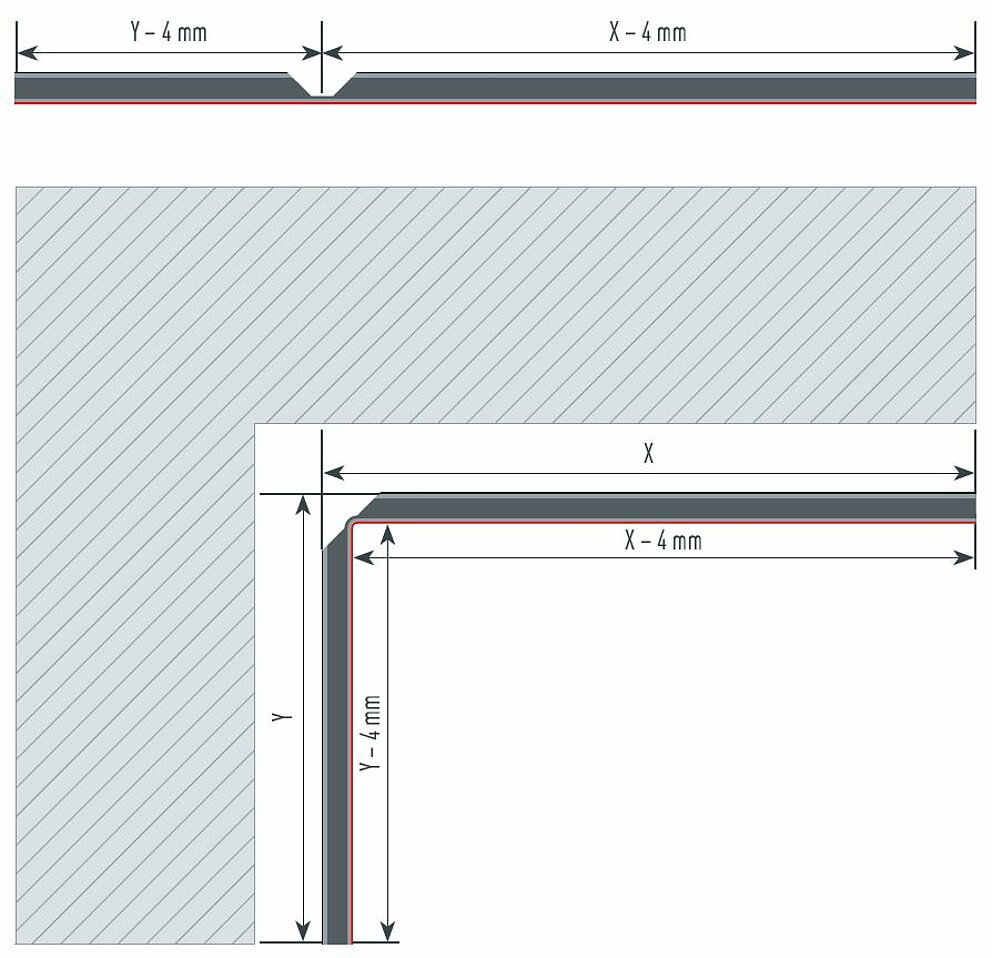
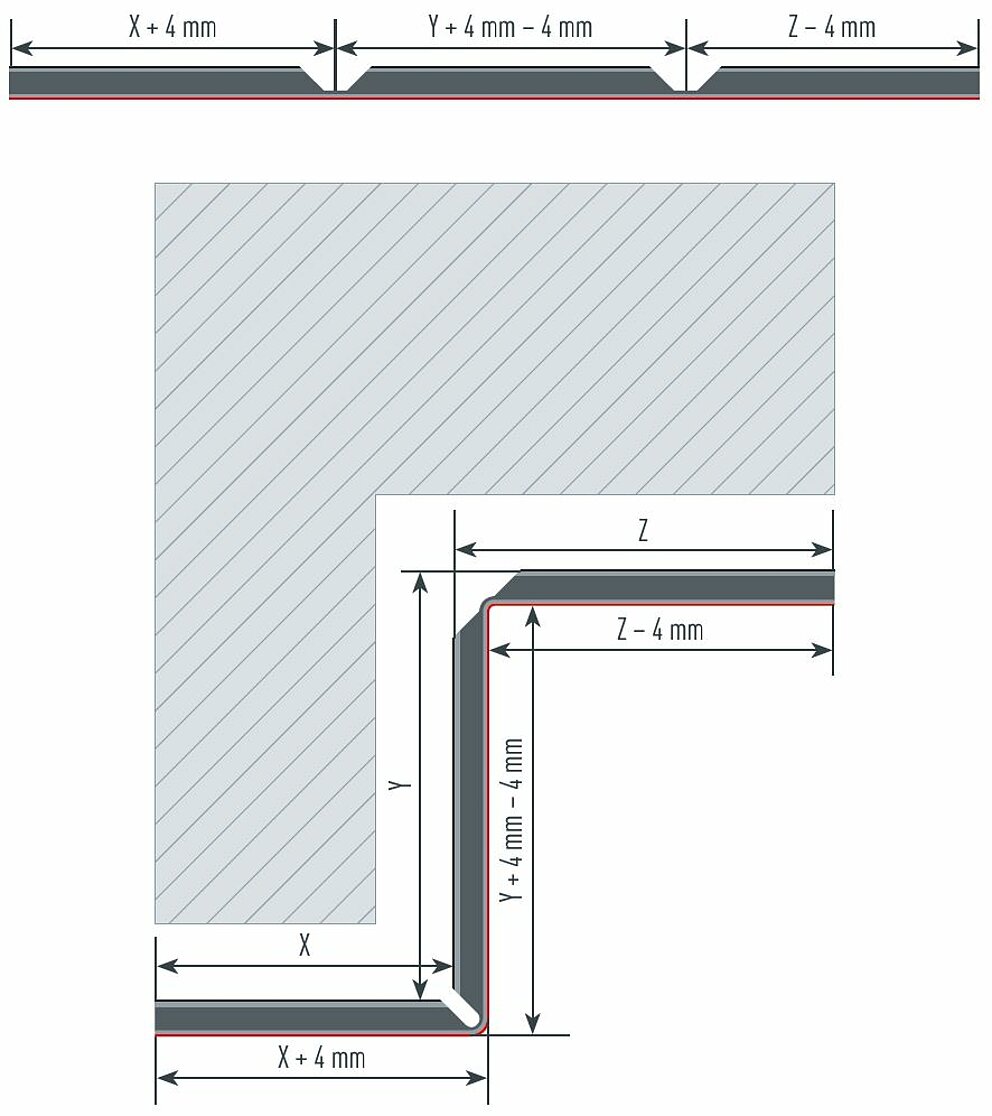
Poniższe przykłady mają charakter orientacyjny. Ilustracje przedstawiają odpowiednio mocowanie mechaniczne.
W przypadku narożnika wewnętrznego należy odjąć od zmierzonych wymiarów rzeczywistych grubość materiału, z którego wykonana jest płyta kompozytowa (4 mm).
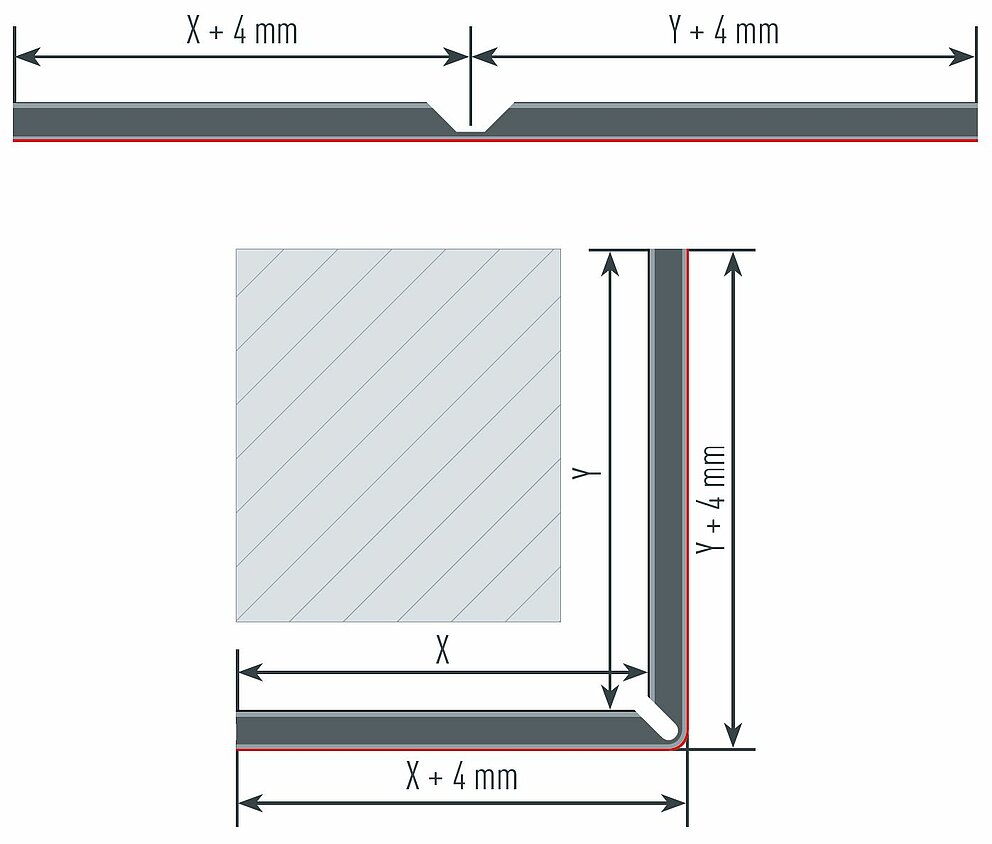
W przypadku narożnika zewnętrznego do zmierzonych wymiarów rzeczywistych należy dodać grubość materiału, z którego wykonana jest płyta kompozytowa (4 mm).
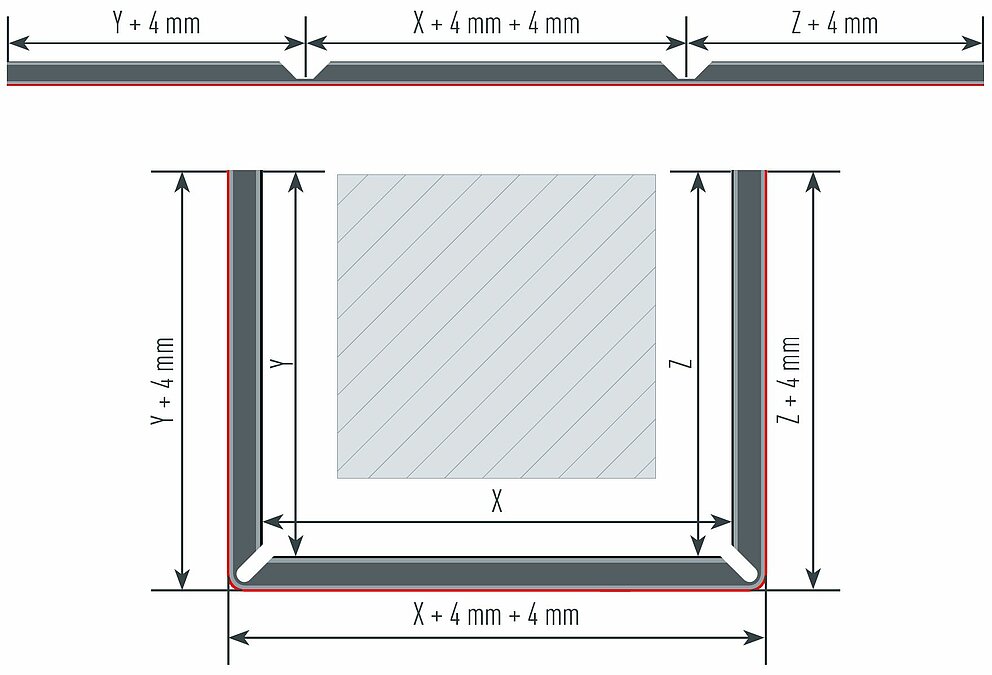
W przypadku krawędzi typu U z dwoma narożnikami zewnętrznymi, każdy narożnik jest rozpatrywany indywidualnie. Aby uzyskać poprawną oś frezowania, do każdego boku należy dodać grubość materiału (4 mm).
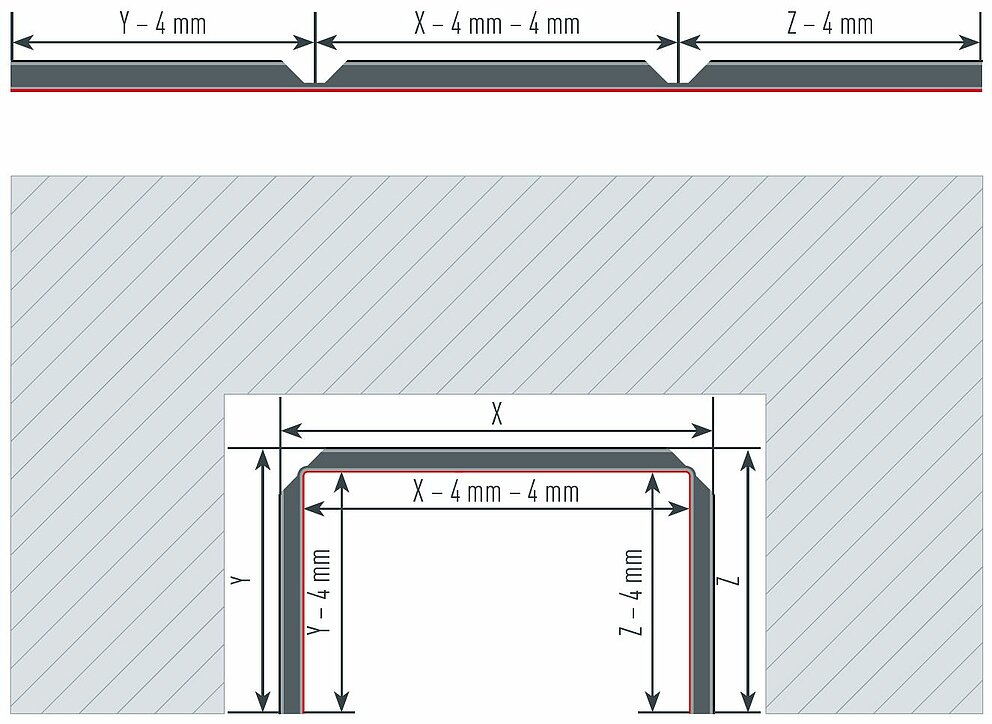
W przypadku krawędzi typu U z dwoma narożnikami wewnętrznymi, każdy narożnik jest rozpatrywany indywidualnie. Aby uzyskać poprawną oś frezowania, od każdego boku należy odjąć grubość materiału (4 mm).
W przypadku krawędzi typu Z z jednym narożnikiem wewnętrznym i jednym zewnętrznym, każdy narożnik jest rozpatrywany indywidualnie. Aby uzyskać poprawną oś frezowania, przy narożniku wewnętrznym należy odjąć od każdego boku grubość materiału (4 mm), a przy narożniku zewnętrznym dodać ją do każdego boku.
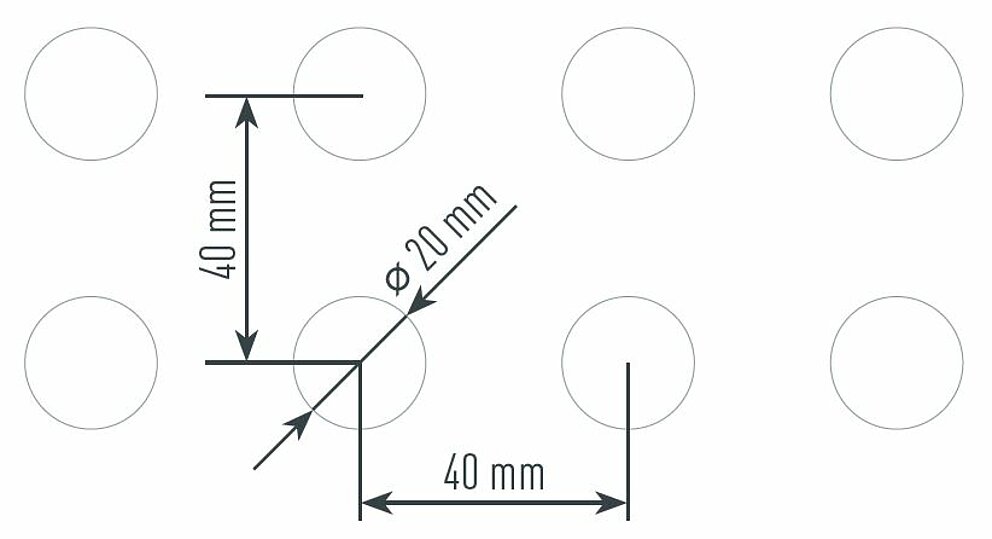
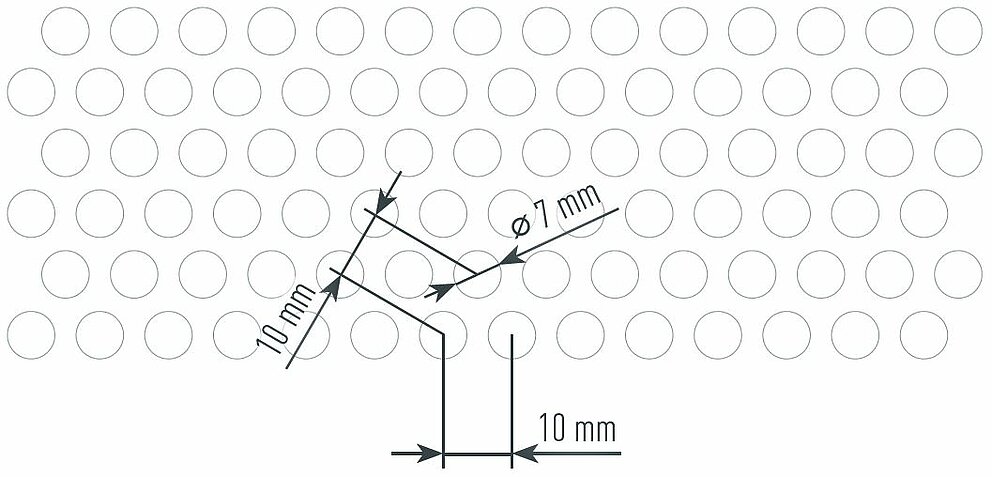
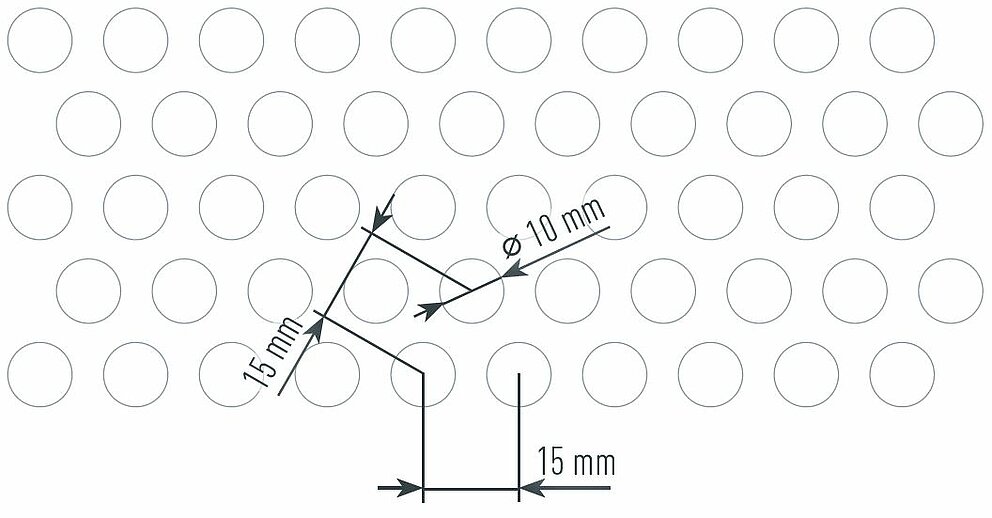
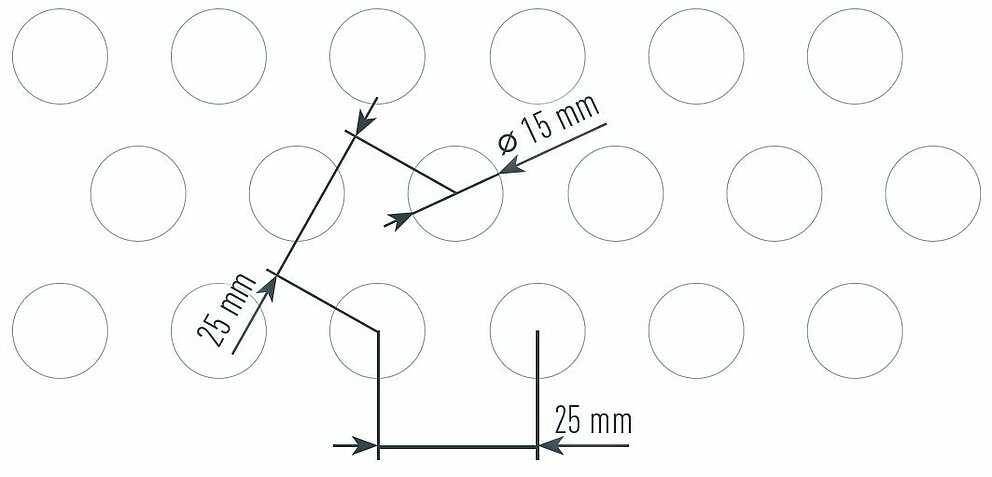
Perforowane płyty kompozytowe PREFABOND mają równomierny układ otworów. Ze względu na mineralną strukturę rdzenia nie zaleca się perforowania PREFABOND z rdzeniem A2 przy użyciu wykrawarek.
Układ otworów |
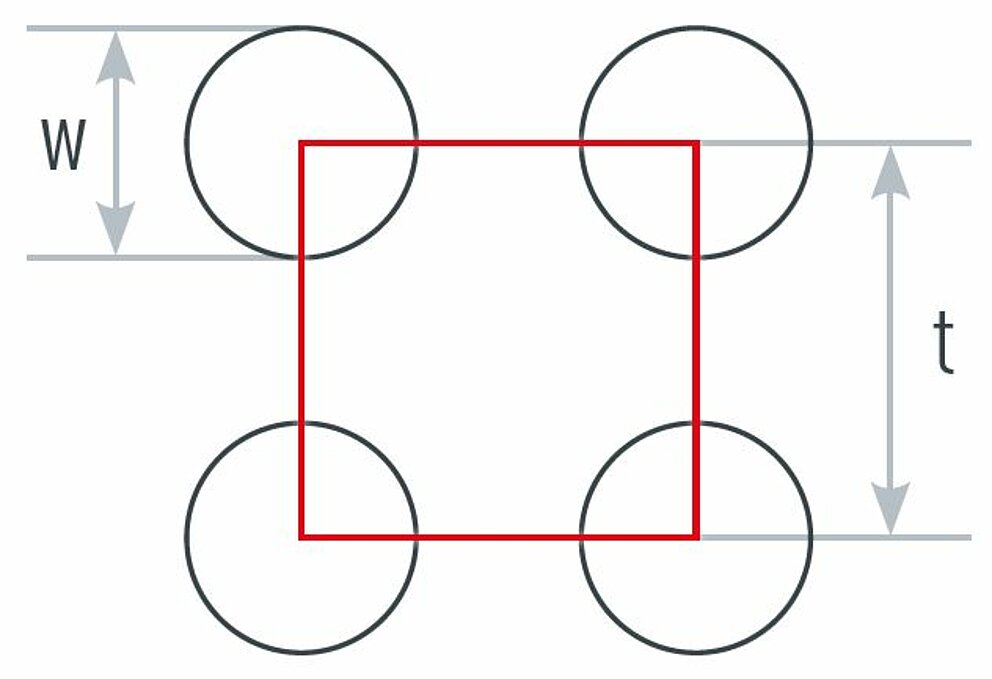
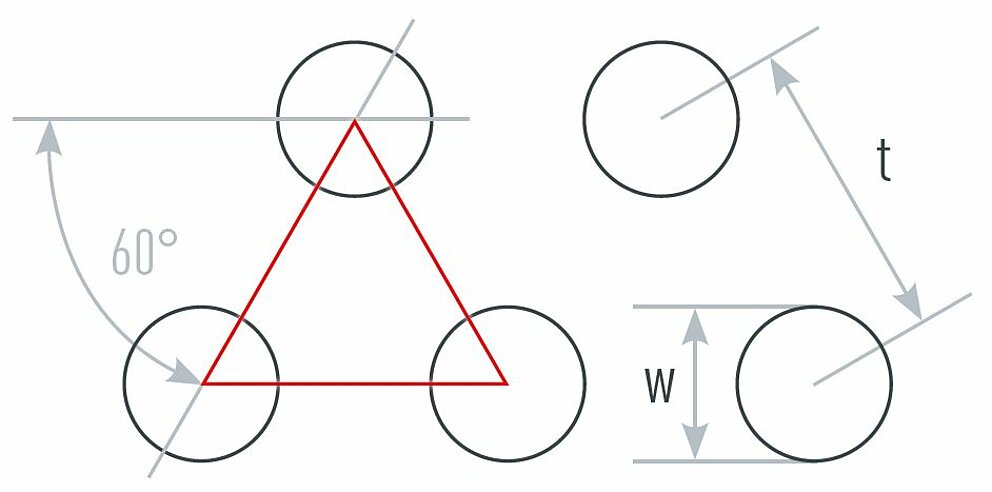
Szerokość otworu [w] |
Podział [t] |
Powierzchnia otwarta [%] |
Otwory okrągłe, układ prosty |
20 mm |
40 mm |
19,6% |
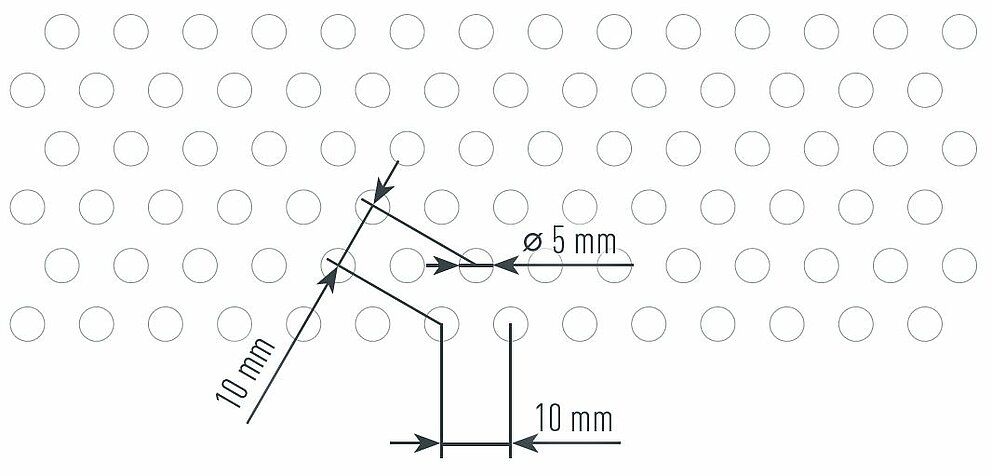
Otwory okrągłe, układ przesunięty |
5 mm |
10 mm |
22,6% |
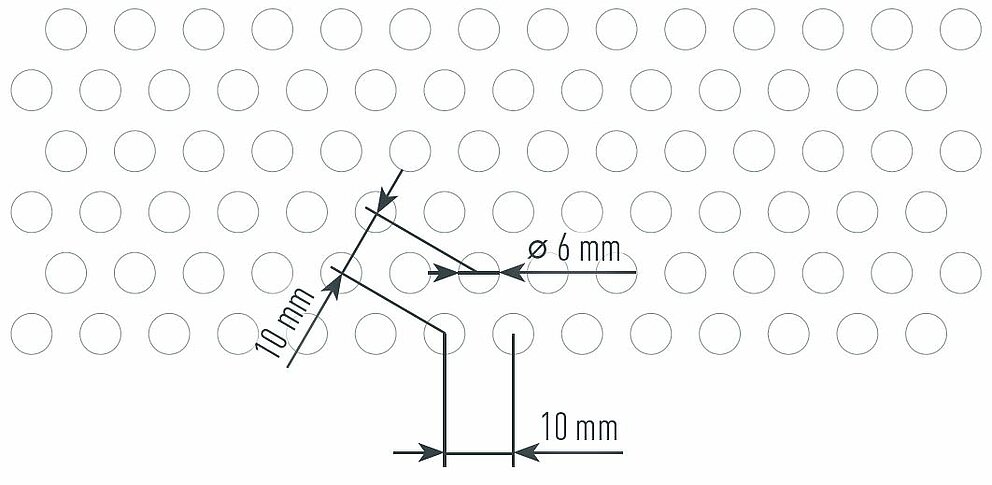
Otwory okrągłe, układ przesunięty |
6 mm |
10 mm |
32,6% |
Otwory okrągłe, układ przesunięty |
7 mm |
10 mm |
44,4% |
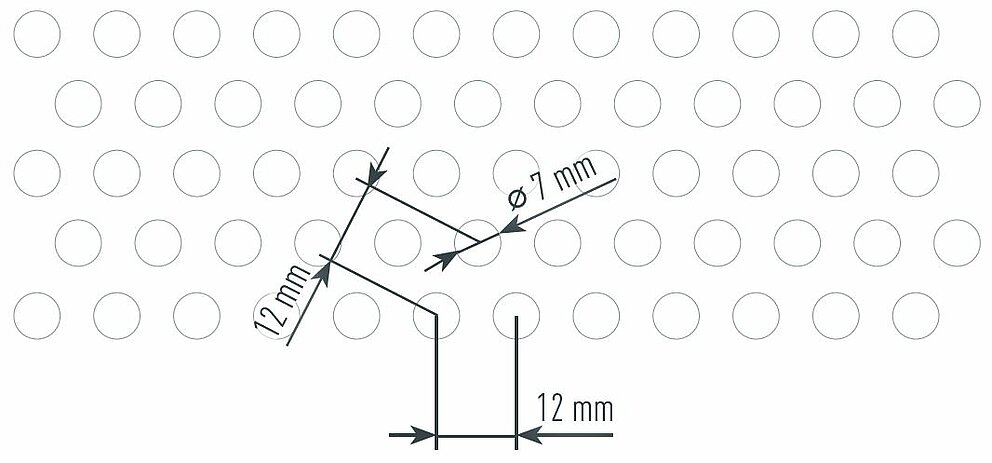
Otwory okrągłe, układ przesunięty |
7 mm |
12 mm |
30,8% |
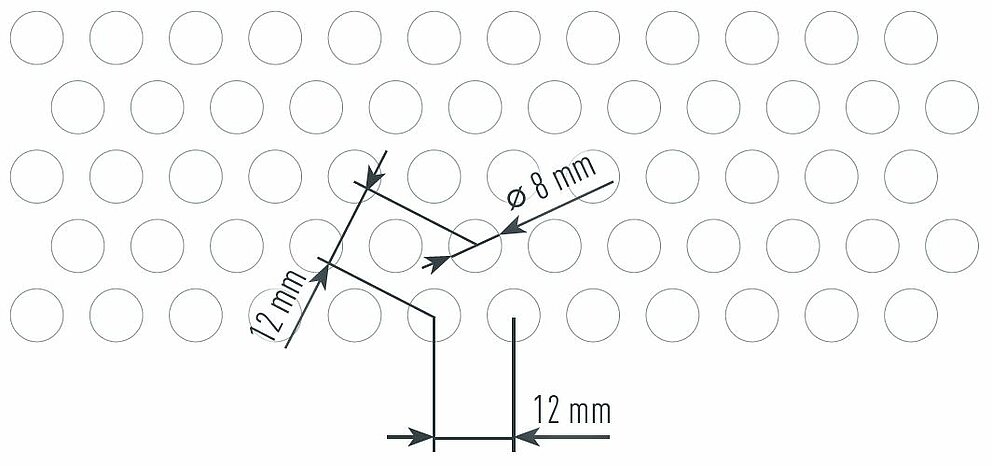
Otwory okrągłe, układ przesunięty |
8 mm |
12 mm |
40,2% |
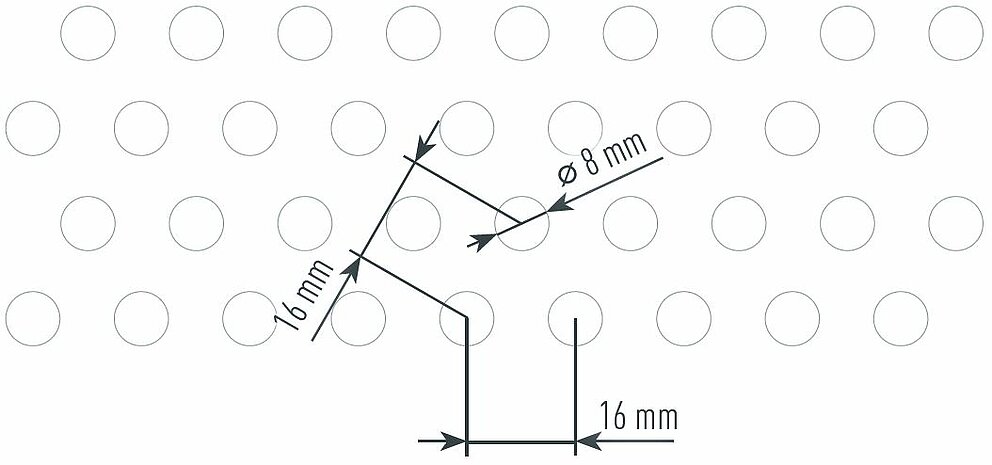
Otwory okrągłe, układ przesunięty |
8 mm |
16 mm |
22.6% |
Otwory okrągłe, układ przesunięty |
10 mm |
15 mm |
40,2% |
Otwory okrągłe, układ przesunięty |
15 mm |
25 mm |
32,6% |
R = otwory okrągłe
g = układ prosty
v = układ przesunięty
W = szerokość otworu
t = podział
Aluminiową płytę kompozytową PREFABOND można giąć na giętarkach 3- lub 4-rolkowych. PREFA odradza zaokrąglanie krawędzi przy użyciu prasy krawędziowej.
PREFA oferuje gięcie na rolkach aluminiowej płyty kompozytowej PREFABOND, przy czym należy uwzględnić poniższe informacje.
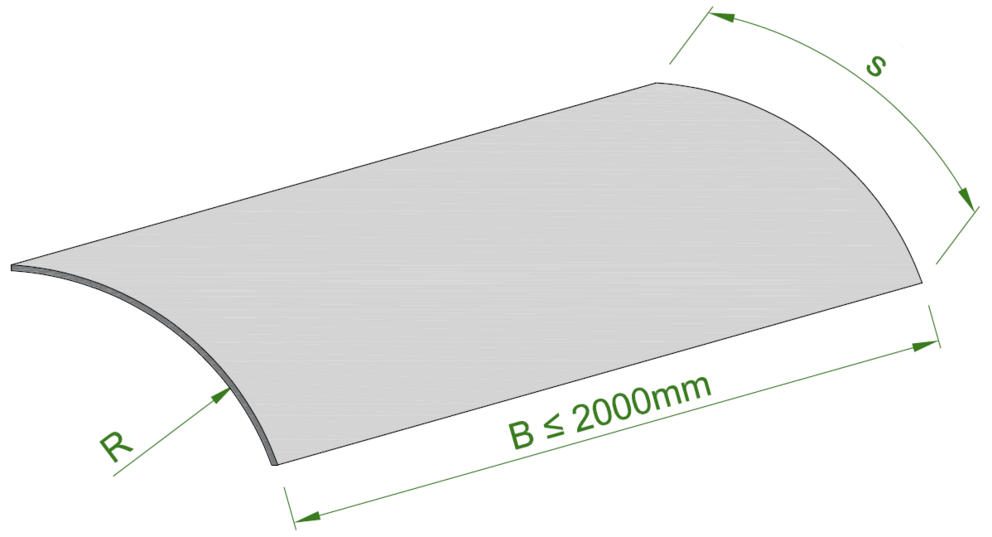
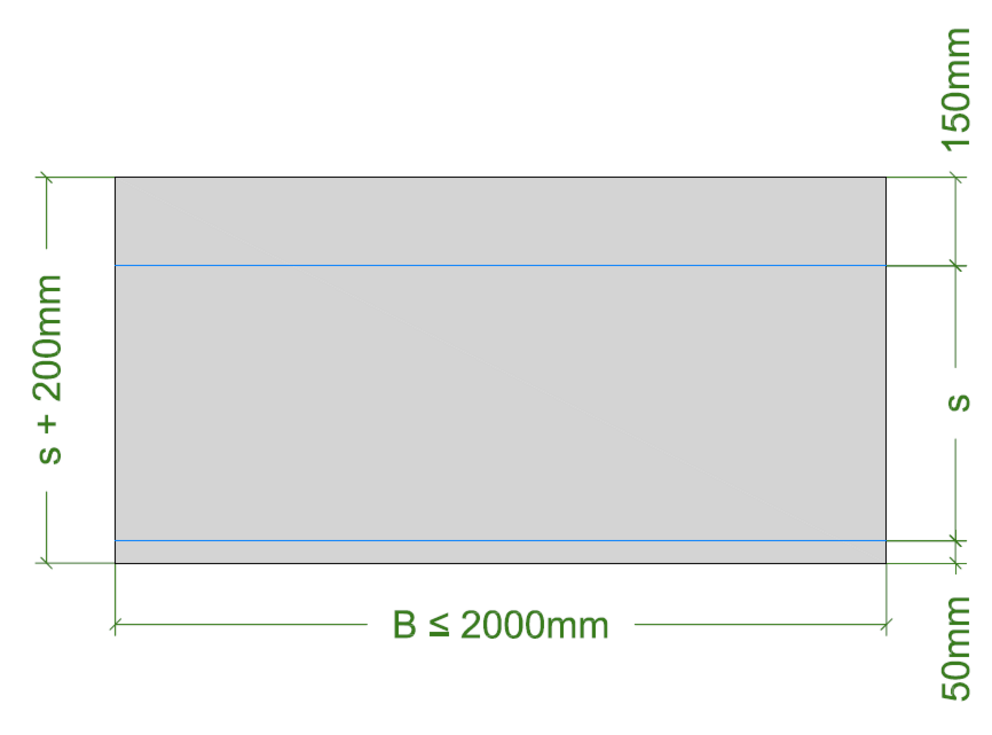
Ze względu na gięcie na rolkach płyty mają wybieg z niewielkim odciskiem, który jest przycinany przez PREFA. Należy zwrócić uwagę na wymiary materiału przed obróbką! Przycięty na wymiar arkusz jest o 200 mm większy na końcach płyty niż rzeczywisty wymagany rozmiar arkusza. Do wymiaru łuku (s) dodaje się 150 mm z jednej strony i 50 mm z drugiej.




Można pobrać tylko treści z jednej kategorii produktów. Jeśli potrzebują Państwo treści z kilku kategorii, proszę utworzyć osobne pliki do pobrania dla każdego obszaru produktów.
